
 首页
>>>
技术优势
首页
>>>
技术优势

技术背景
磨削加工:先进制造技术的重要领域
随着高端装备制造业的发展,先进制造工艺技术朝着高精度、高速度、硬加工、干加工(无冷却液)、低成本等方向发展,对磨具性能提出了相当高的要求。
超硬磨具 “工业牙齿”的高效精密作业
采用超硬磨料(金刚石或立方氮化硼)作为 切削材料,其互补性覆盖到了包括高硬脆、 高强韧材料在内的几乎所有被加工材料,磨 削加工也由此进入了高效精密作业的新时代。
结合剂 -- 超硬磨具磨削加工性能的关键因素
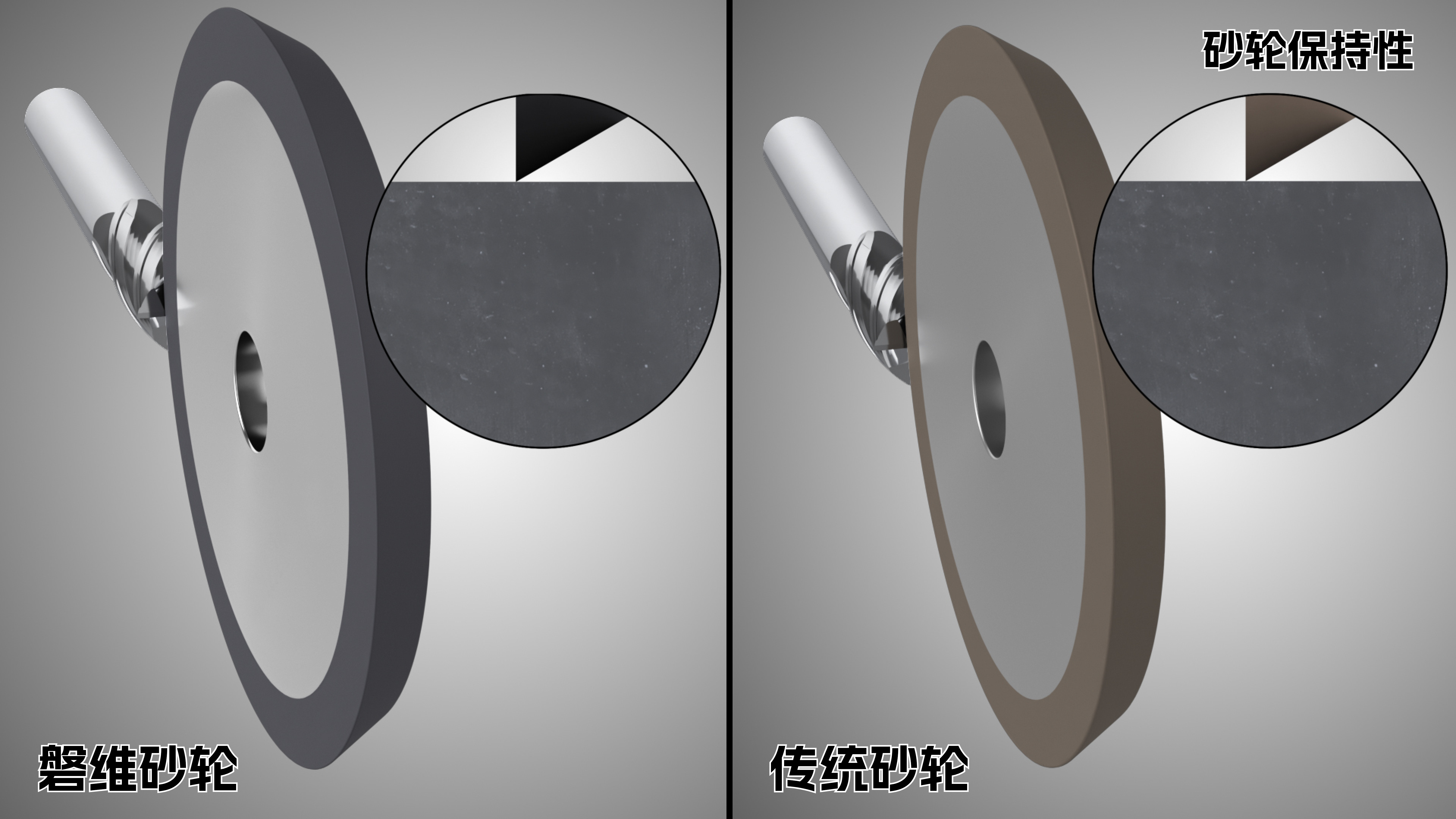
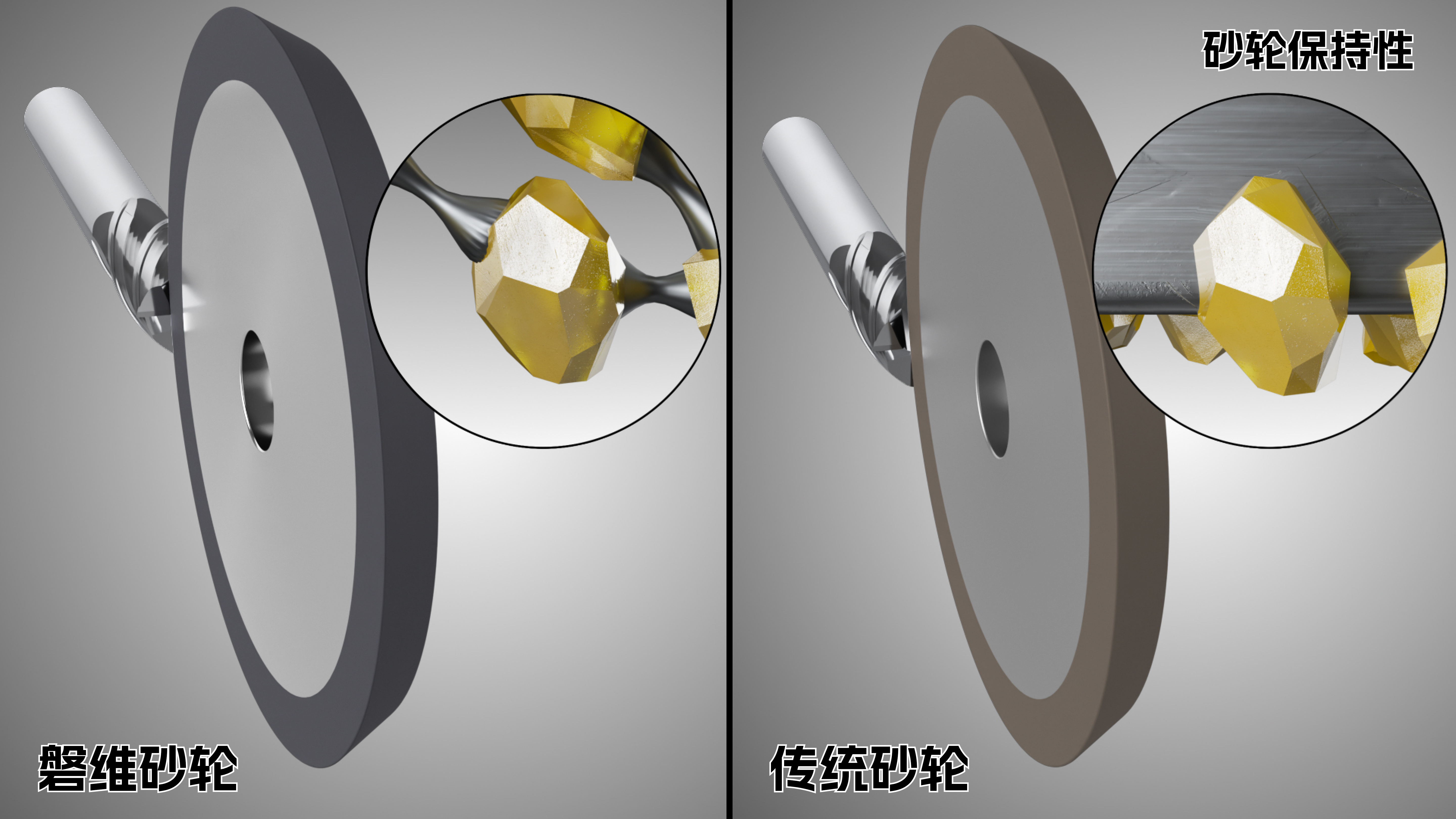
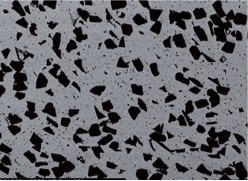
超硬磨具固结制备方法多采用树脂、陶瓷、 金属电镀、金属烧结等工艺,磨粒仅仅被机 械包埋镶嵌在结合剂中,把持力有限。
颠覆传统工艺的新一代结合剂技术
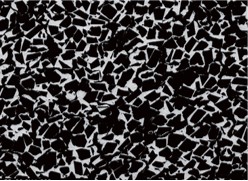
新一代多孔金属结合剂工艺,是以自主研发的高性能合金体系为基础,采用先进冶金工艺在不添加任何 造孔剂的条件下烧结制备出的多孔结构产品,磨料与结合剂产生有效化学冶金结合跟传统物理包埋结构相比 大大提高了保持力和出露率,同时多孔结构良好的散热能力和易修整性成倍减少了开锐和修整频次甚至可以 做到修整周期内无需开锐,并且大幅提高了加工效率和使用寿命。

技术创新
作为平台技术,实现了磨料、结合剂、金属基体之间的有效化学连接, 具有高的结合强度。
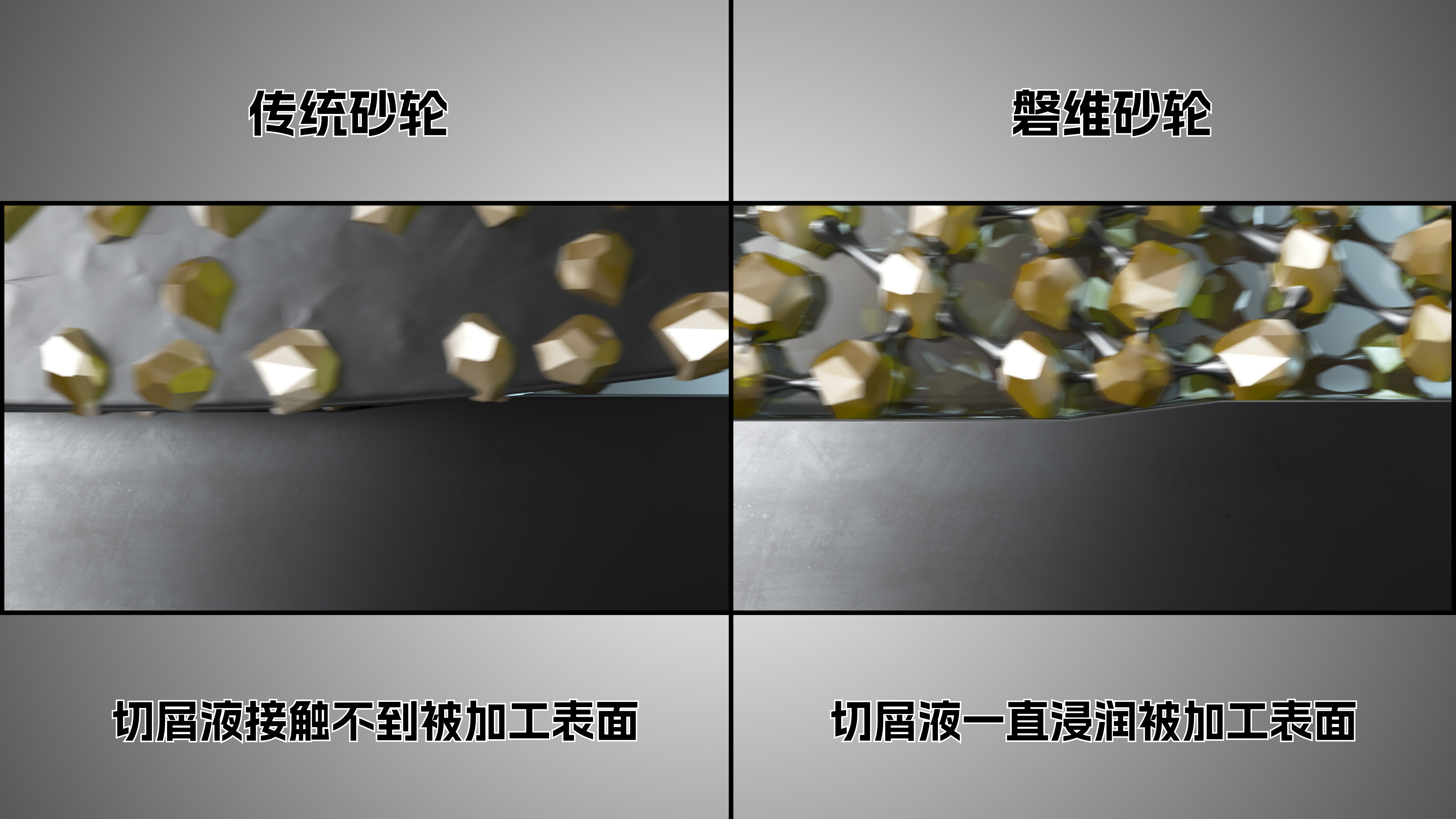
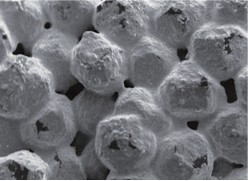
在大负荷高速高效磨削中牢固地把持住磨粒,散热性好,磨粒裸露高度可达 70%~80%,增大了容屑空间,砂轮不易堵塞,磨料的利用更加充分,且易修整。
金属结合剂超硬磨料砂轮的磨削性能优异,功率损耗、磨削温度更低,
可实现200~300m/s的超高速磨削,在先进装备制造加工中具有重要意义。
◆ 提升磨具服役寿命35%
◆ 大幅降低了开锐和修整频次
◆ 磨削精度达到0.025微米
◆ 磨削速度提高2-3倍
.png)
高精!
.png)
高效!
.png)
高速! 环保!
技术优势
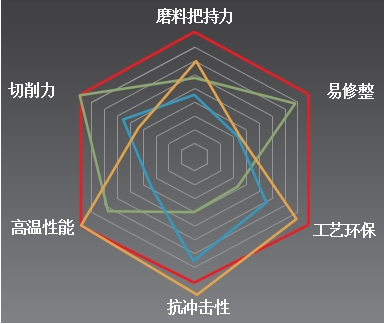
- 磐维
- 陶瓷
- 传统金属
- 树脂
砂轮产品技术对比